Täiustatud protsessiseadmed
Zhuzhou Kimberly Cemented Carbide Company, üldtuntud kui Kimberly Carbide, on silmapaistev tööstusharu liider, mis asub Zhuzhou linnas, maailma suurimas karbiiditootmiskeskuses. Kimberly Carbide, mis on tuntud oma murranguliste saavutuste poolest karbiidi tootmises, uurimis- ja arendustegevuses, disainis ja integreeritud lahendustes, on selles valdkonnas innovatsiooni majakas. Ettevõtte pühendumus tipptasemele on toonud sellele 2019. aastal maineka tiitli "Hiina riiklik kõrgtehnoloogiline ettevõte", mis on tunnistus ettevõtte pühendumusest karbiiditööstuse edendamisele. Kimberly Carbide'i missiooniks on tööstusharude revolutsiooniline muutmine karbiiditehnoloogia valdamise kaudu. Meid juhib vankumatu pühendumus lahendada klientide mitmekesiseid rakendusprobleeme. Oma tipptasemel lahenduste abil püüame suurendada tõhusust, vastupidavust ja tootlikkust sellistes sektorites nagu kaevandamine, maavarade kaevandamine, ehitus ning gaasi- ja naftamaardlate uurimine.





Varustus
Toorainena kasutame imporditud materjale ja kodumaal tuntud tootjate "kolme kõrgeima" primaarset volframkarbiidi.
Kvaliteetsed materjalid
Tavapärased ained
Kvaliteetsete sulamtoodete valmistamiseks kasutame rahvusvahelist täiustatud täppis-tsementeeritud karbiidi tootmisprotsessi.
Meie segukuulveski ettevalmistustöökoda on täiustatud, et saavutada intelligentne ja automatiseeritud juhtimine. Automatiseeritud juhtimissüsteemi abil haldame selliseid parameetreid nagu pöörlemiskiirus, aeg, temperatuur jne. Kõikidest anomaaliatest antakse kohe teada ja protsessi juhtimise parameetrite pidevaks optimeerimiseks viiakse läbi põhjalik andmeanalüüs.


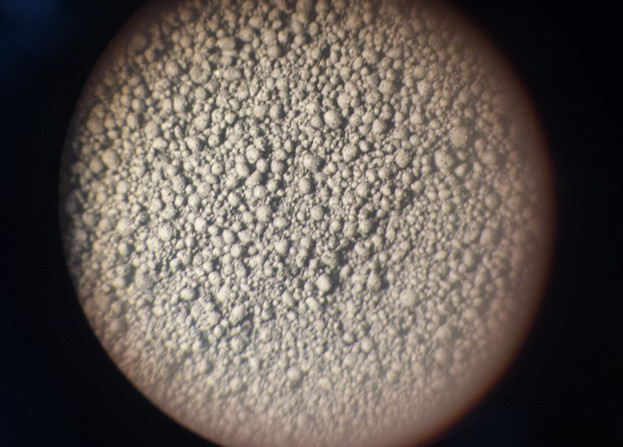
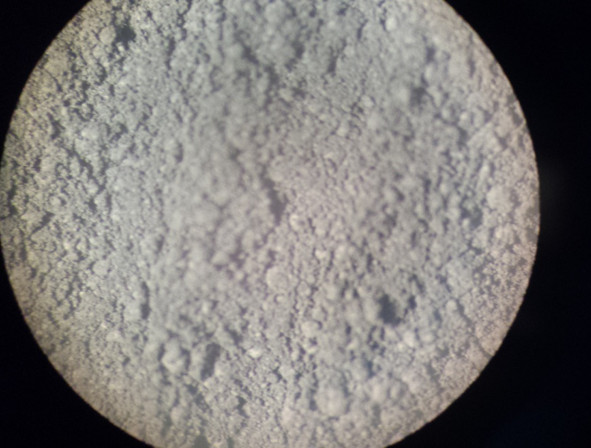
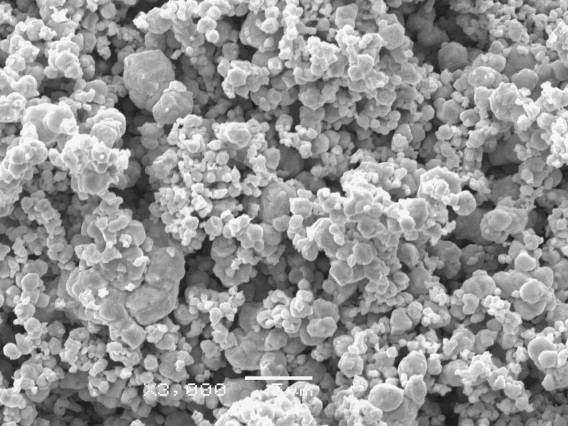
Kasutame rahvusvaheliselt arenenud pihustuskuivatamise granuleerimistehnoloogiat, mis võrreldes traditsioonilise käsitsi granuleerimisega eraldab tõhusalt õhu ja tolmu, mille tulemuseks on ühtlase suurusega pulbriosakesed ja ühtlane kvaliteet.
Tihendamise ja vormimise töötuba:
Meie tihendamisel kasutame täiustatud masinaid, sealhulgas 60-tonnist TPA automaatpressi ja 100-tonnist automaatset hüdraulilist pressi. See tagab ühtlaselt jaotunud toorprodukti tiheduse ja toote mõõtmete suure täpsuse. Töökojas on positiivne rõhuventilatsioon, aastaringne temperatuuri ja niiskuse kontroll ning õhupuhastusmeetmed, et tagada saastevaba tootmiskeskkond ja toote kvaliteet kogu tootmisprotsessi vältel.

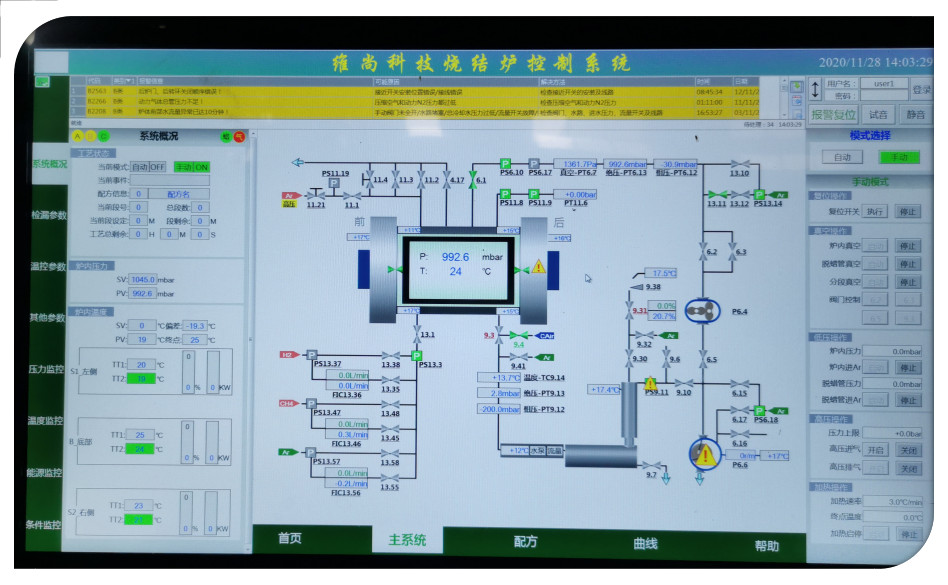
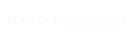
Viimase 50 aasta jooksul on tsementeeritud karbiidi paagutamise tehnoloogia läbi teinud järkjärgulise arengu vesinikahjudest vaakumahjudeni ja lõpuks surveahjudeni. Rõhu abil paagutamine on kujunenud ülemaailmselt esirinnas olevaks sulamite paagutamise tehnikaks. See lähenemisviis ühendab sideaine eemaldamise, vaakumpaagutamise ja survepaagutamise ühte etappi, vähendades toote poorsust ja saavutades sulami tiheduse, mis on sarnane täistihedatele materjalidele.

Üheksaastmeline kvaliteedikontrolli protsess sulamite tootmisel:
1. Tooraine keemiliste ja füüsikaliste omaduste testimine
2. Tooraine kuulveski eksperimentaalne jõudluskontroll
3. Segatud kuulveskiga jahvatatud materjalide proovide võtmine ja füüsikaliste omaduste testimine
4. Pihustusveskiga segatud materjalide füüsikaliste omaduste identifitseerimine proovide võtmise ja testimise teel
5. Tihenduskalibreerimise ja vormimise esialgne jõudluskontroll
6. Tootmiskvaliteedi enesekontroll tihendamise ajal
7. Tihenduskvaliteedi personali poolt teostatav kvaliteedikontroll
8. Paagutatud valmistoodete füüsikaliste ja mehaaniliste omaduste testimine
9. Valmistoote mudelite, mõõtmete, välimuse ja defektide kontroll.